
3. 运行优化
3.1. 上传 G代码后,点击“优化项”标签进入优化界面。

3.2. 点击“新优化”新建优化任务。

3.3. 进入优化设置界面,选择你想优化的 G代码。
成功选择后,左侧会出现一个标记。
设置优化参数:
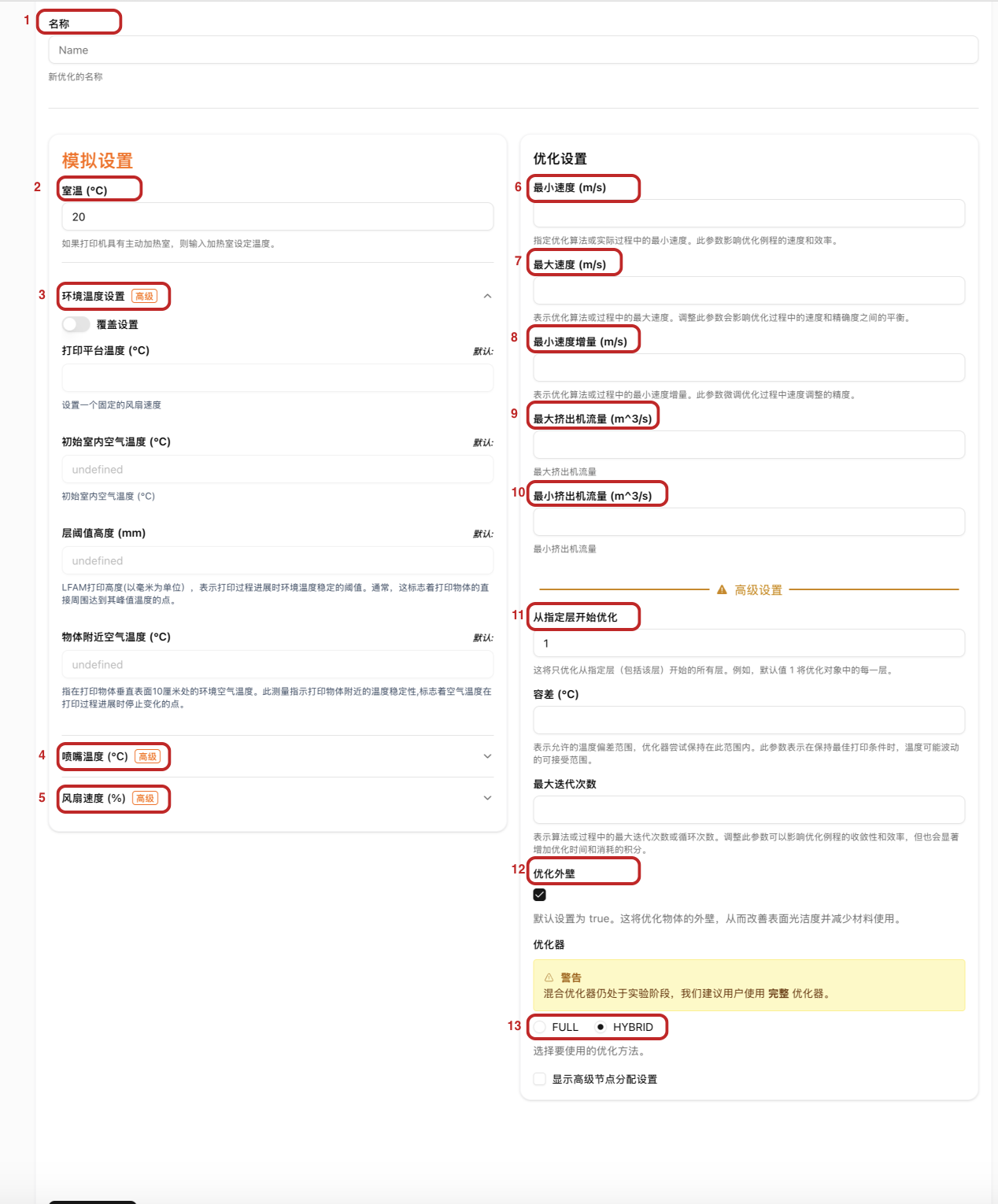
1. 优化名称
:默认名称会根据你选择用于优化的 G-code 文件名自动生成。2. 环境温度
:即你所在环境的空气温度。- 如果你的打印机配有主动加热腔体,请输入你设置的腔体温度。
- 如果你的打印机没有主动加热腔体,请输入你所在环境的空气温度。
3.环境温度设置: 这些参数根据你的设备配置预设,默认如下:
4. 喷嘴温度(℃): 如需覆写上传 G代码 时的喷嘴温度,可在此处填写新值。否则,留空以使用原值。
5. 风扇速度(%)
6. 最小打印速度(m/s): 打印机的最低可执行速度。
7. 最大打印速度(m/s): 打印机可以达到的最大打印速度。
打印速度受限于材料和喷嘴的最大流速(mm³/s)
计算方式: 最大流速 / (层高 × 层宽)
8. 最小速度步长(m/s): 最小速度增量用于优化过程中的调整。如果打印结构中没有非常小的区域,默认值(0.01)通常效果良好。
9. 最大挤出流量(m³/s): 材料在喷嘴中可被挤出的最大流量。
10. 最小挤出流量(m³/s): 材料在喷嘴中可被挤出的最小流量。
11. 从特定层开始优化: 允许您指定优化器开始调整对象速度的起始层。
当你希望保留前几层速度不变时,此功能非常有用。
12. 优化外壁 允许您选择是否优化对象的外壁。默认设置为 true。 如果对象的表面质量是最重要的,可以取消选择/设置为 false。 请注意,这可能会在热质量指数方面带来一定的权衡。
13. 完整优化器 vs 混合优化器: 选择要使用的优化策略。
- 完整优化策略 会在每次优化前按顺序重新模拟整个对象。你可以通过“简化策略”中的节点分配设置来定义优化的精细度
- 混合优化器 将模拟划分为在特定点开始和结束的多个片段,分别对对象的不同部分进行独立优化,实现每层优化的同时加快计算速度。
3.5. 确认所有参数正确后,点击左下角的“触发新优化”按钮,开始优化过程
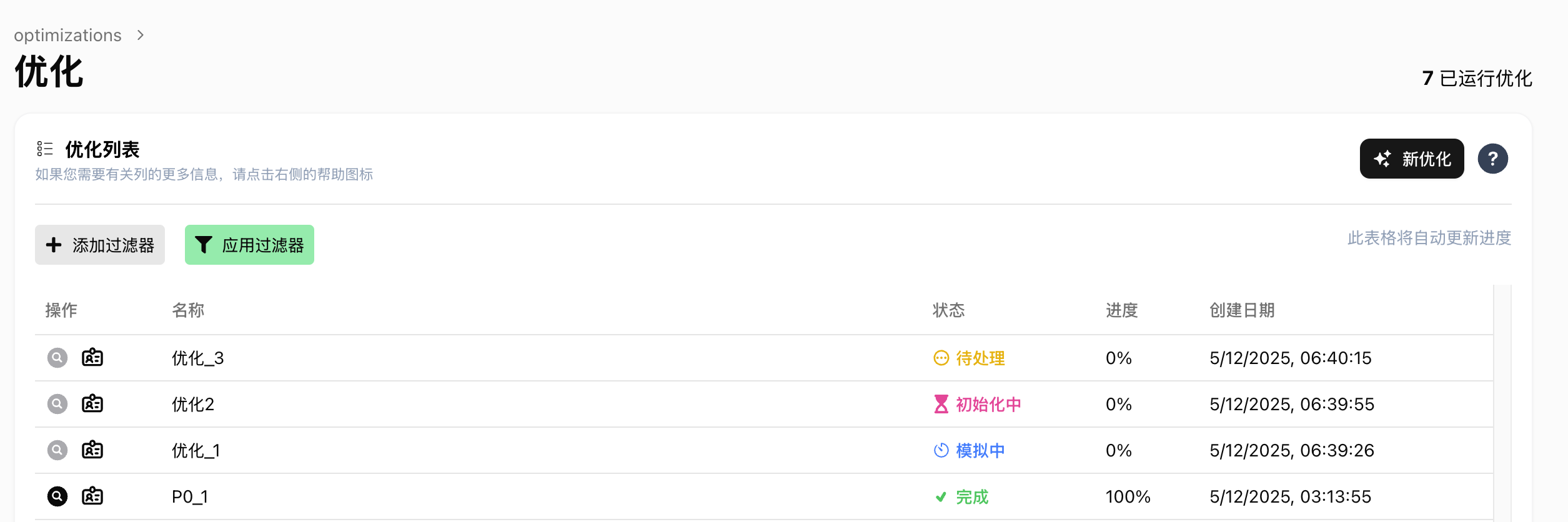
3.6. 触发仿真后,请在优化列表中监控状态/进度。

模拟中:优化正在运行。
等待中:优化在队列中,等待开始。
通常,用户最多可以同时运行 3 个优化。如果超出此限制,新的优化将保持在等待状态,需等待正在优化任务完成。
归档中:仿真已完成,系统正在将结果保存到您的仪表盘。
完成:优化已完成,您现在可以查看和分析结果。

附录:默认温度条件的计算方法
Section titled “附录:默认温度条件的计算方法”室温/腔室温度
*室温在此指的是您打印环境中的周围温度。如果您使用的是加热腔室,那么室温将是您的腔室加热设置。
| 热床加热 | 有腔体 | 有加热腔体 | 打印平台上方空气温度 |
|---|---|---|---|
| 是 | 是 | 否 | (平台温度 + *室温)/ 2 |
| 否 | 是 | 否 | *室温 |
| 是 | 是 | 否 | *室温 |
| 否 | 否 | 否 | (平台温度 + *室温)/ 2 |
| 是 | 否 | 否 | (平台温度 + *室温)/ 2 |
温度稳定高度
随着打印的进行,室温可能会逐渐升高,直到稳定下来。温度稳定时的高度(以毫米为单位) 就是层阈值。| 热床加热 | 有腔体 | 有加热腔体 | 温度稳定高度 (毫米) |
|---|---|---|---|
| 是 | 是 | 否 | 20 |
| 否 | 是 | 否 | 40 |
| 是 | 是 | 否 | 80 |
| 否 | 否 | 否 | 20 |
| 是 | 否 | 否 | 20 |
物体邻近温度计算表
随着打印的进行,室温可能会逐渐升高,直到稳定下来。距离打印垂直表面 10 厘米处的稳定温度就是物体接近温度。| 热床加热 | 有腔体 | 有加热腔体 | 稳定温度(°C) |
|---|---|---|---|
| 是 | 否 | 否 | 室温 + 20 |
| 否 | 是 | 否 | 室温 + 15 |
| 否 | 否 | 否 | 室温 + 10 |
| 是 | 否 | 否 | 室温 + 15 |
| 是 | 否 | 是 | 室温 |
Dragon 是如何优化我的 G-code 的?
Section titled “Dragon 是如何优化我的 G-code 的?”Dragon 通过调整挤出速度来优化你的 G-code,以确保热条件满足你所使用的打印机、材料和打印对象的要求。虽然回抽和移动速度本身不会被修改(因为默认你已经为你的设备进行了优化),但 Dragon 会考虑它们对热条件的影响。这意味着冷却延迟、空气流动以及其他非挤出因素都会被纳入模拟和优化中,从而提高准确性。