
OrcaSlicer
最新版本可在 这里 获取。(Mac、Linux、Windows)
我们提供了 OrcaSlicer 的一个分支版本,内置 Helio-Additive 服务,用户可以直接在切片软件中运行仿真,并查看每个打印部位的热质量指数。
此功能有助于预测打印过程中的热分布和潜在热问题,从而使工艺工程师和 3D 打印爱好者更好地理解工艺设置,并提升打印质量、时间和部件性能。
支持的打印机
Section titled “支持的打印机”启用默认 Bambu Lab 打印机 配置文件,适用于以下打印机:
- Bambu Lab X1 Carbon
- Bambu Lab X1E
Helio Additive 打印机数据已包含在这些配置文件中,无需额外配置。
启用支持的材料,选择 Orca Slicer 的默认配置文件:
| • Bambu ABS | • Bambu PLA Basic |
| • Bambu PLA Matte | • Bambu PLA Silk+ |
| • Bambu PC | • Bambu PETG HF |
| • Bambu TPU 95A HF | • Fiberon™ PA6-CF |
| • Fiberon™ PA6-GF | • Fiberon™ PA12-CF |
| • Fiberon™ PA612-CF | • Fiberon™ PET-CF |
| • Fiberon™ PETG-ESD | • Fiberon™ PETG-rCF |
| • PolyLite™ ABS | • PolyLite™ ASA |
| • PolyLite™ PETG | • PolyLite™ PLA |
| • PolyTerra™ PLA |
启用 Helio 选项
Section titled “启用 Helio 选项”导航到:Preferences > Helio Options > Enable Helio
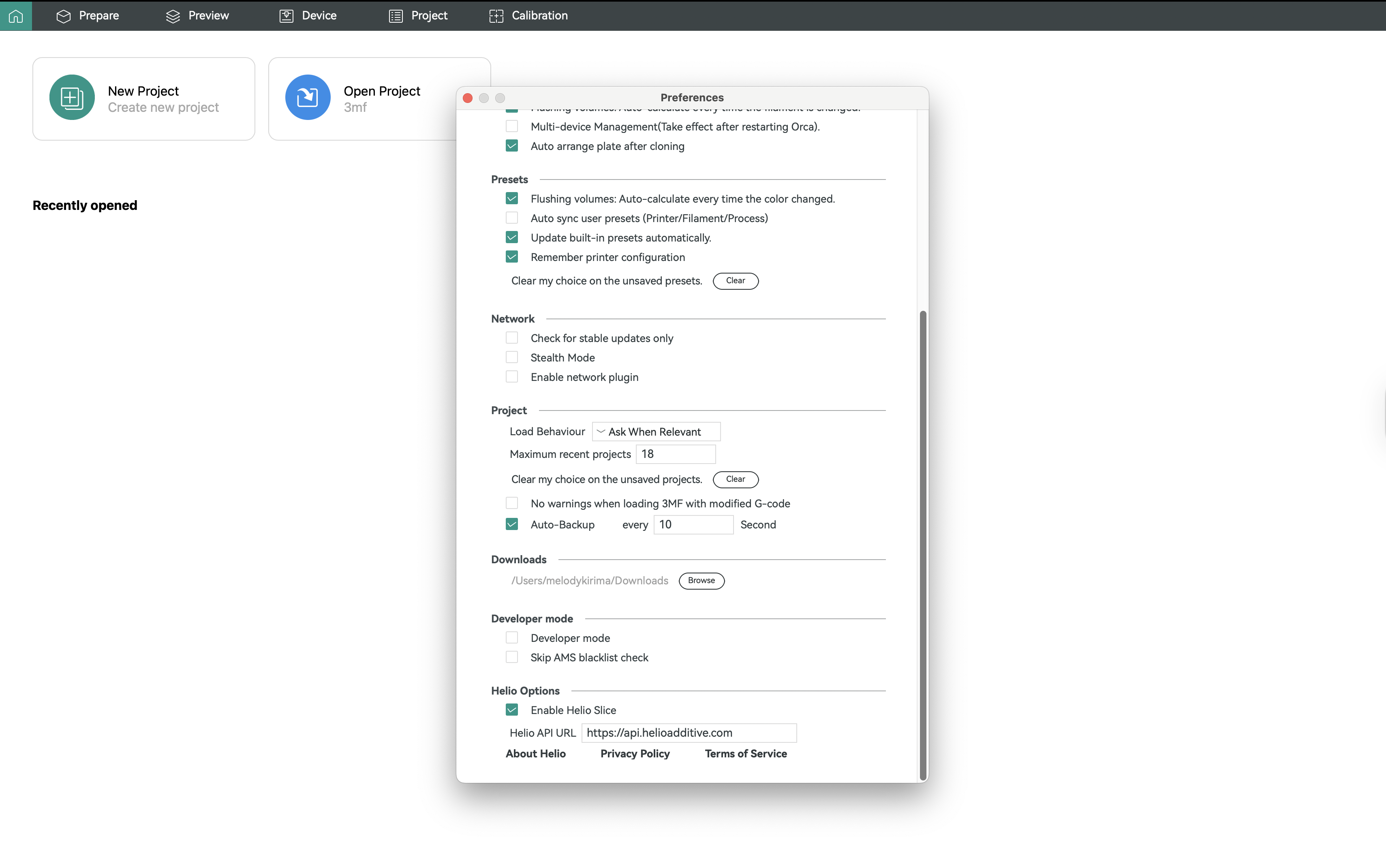
⚠️ 不要更改 API 端点,这用于内部测试。
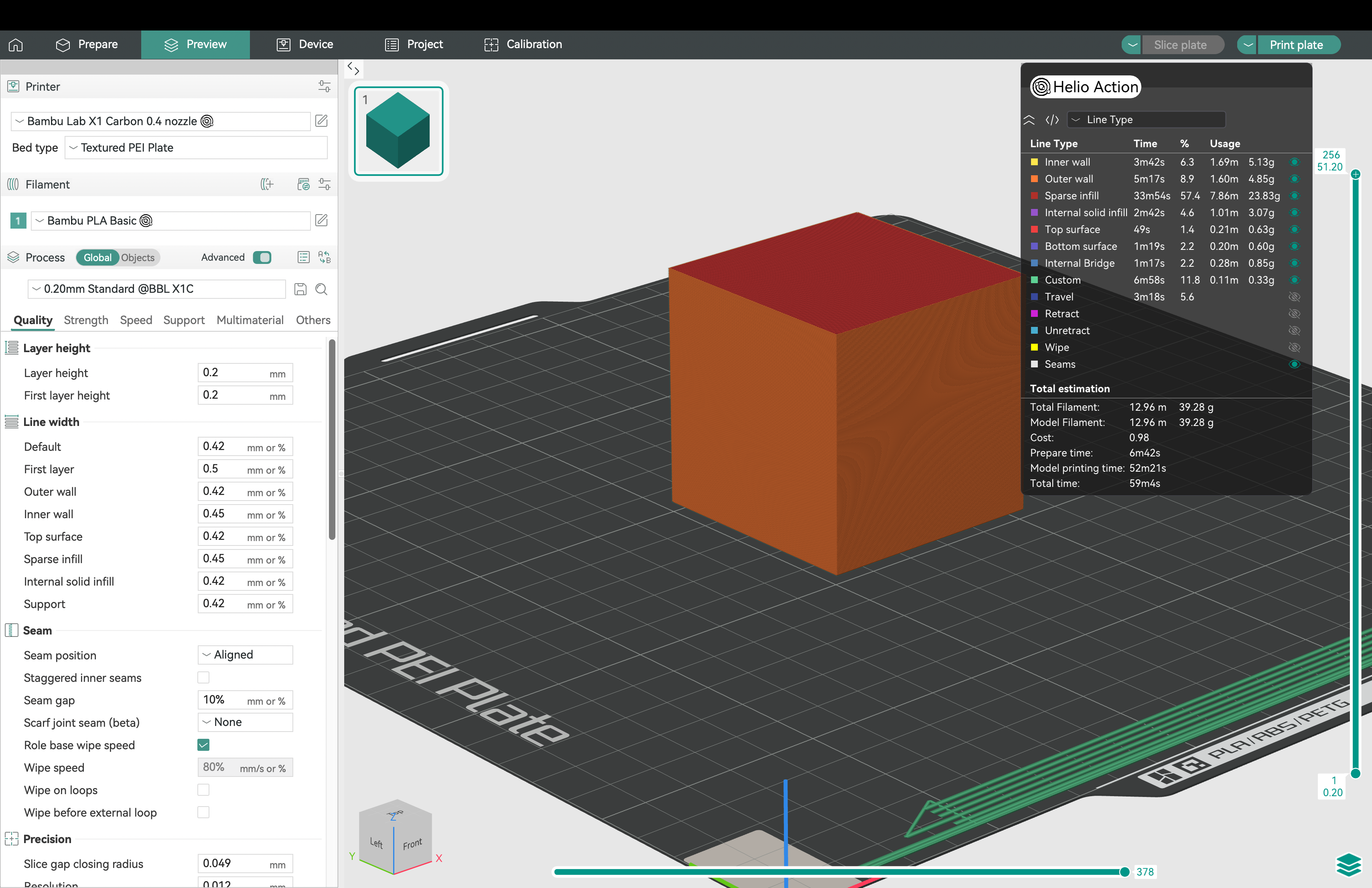
像往常一样在 Orca Slicer 中切片模型:
前往 'Helio Action' > 输入腔室温度 > 确认:
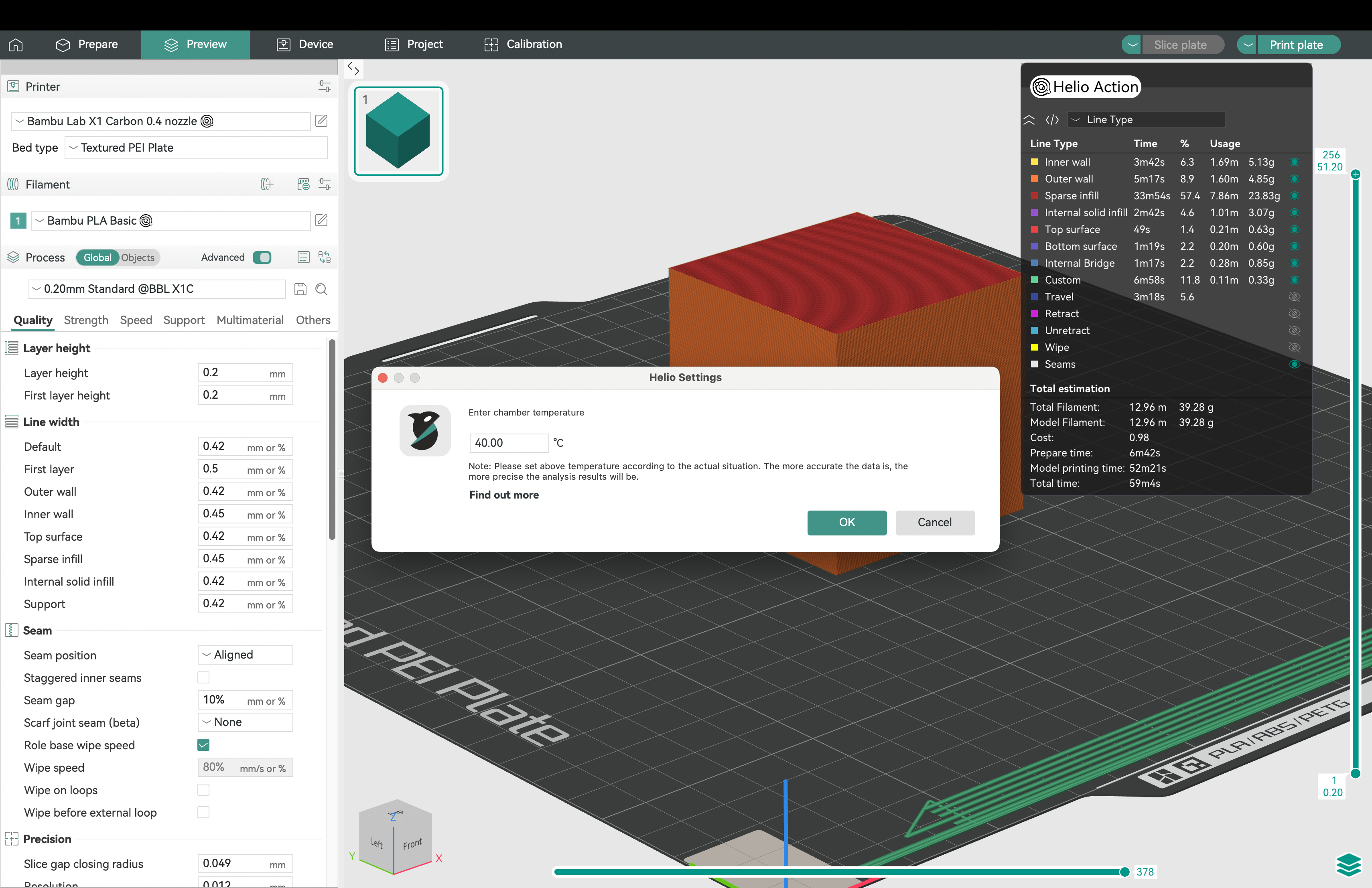
这将启动仿真。
这里的“腔室温度”是什么意思?如何测量?
为了获得准确的热仿真结果,需要知道打印时对象周围的环境温度。
最好的方式是加热床到所需温度后,测量打印机腔室内的温度。带有传感器的封闭腔室打印机(如 X1C)会在屏幕上显示此信息。
仿真是如何工作的?
OrcaSlicer 会将 G-Code 上传到我们的服务进行打印仿真,并返回带注释的 G-Code,其中包含打印每个部位的热指数。
⚠️ 文件要求:
- G-code 必须为单色且按层顺序切片(暂不支持多色/多材料)。
- 必须为单对象、单板。如果多板,仅模拟第一块。
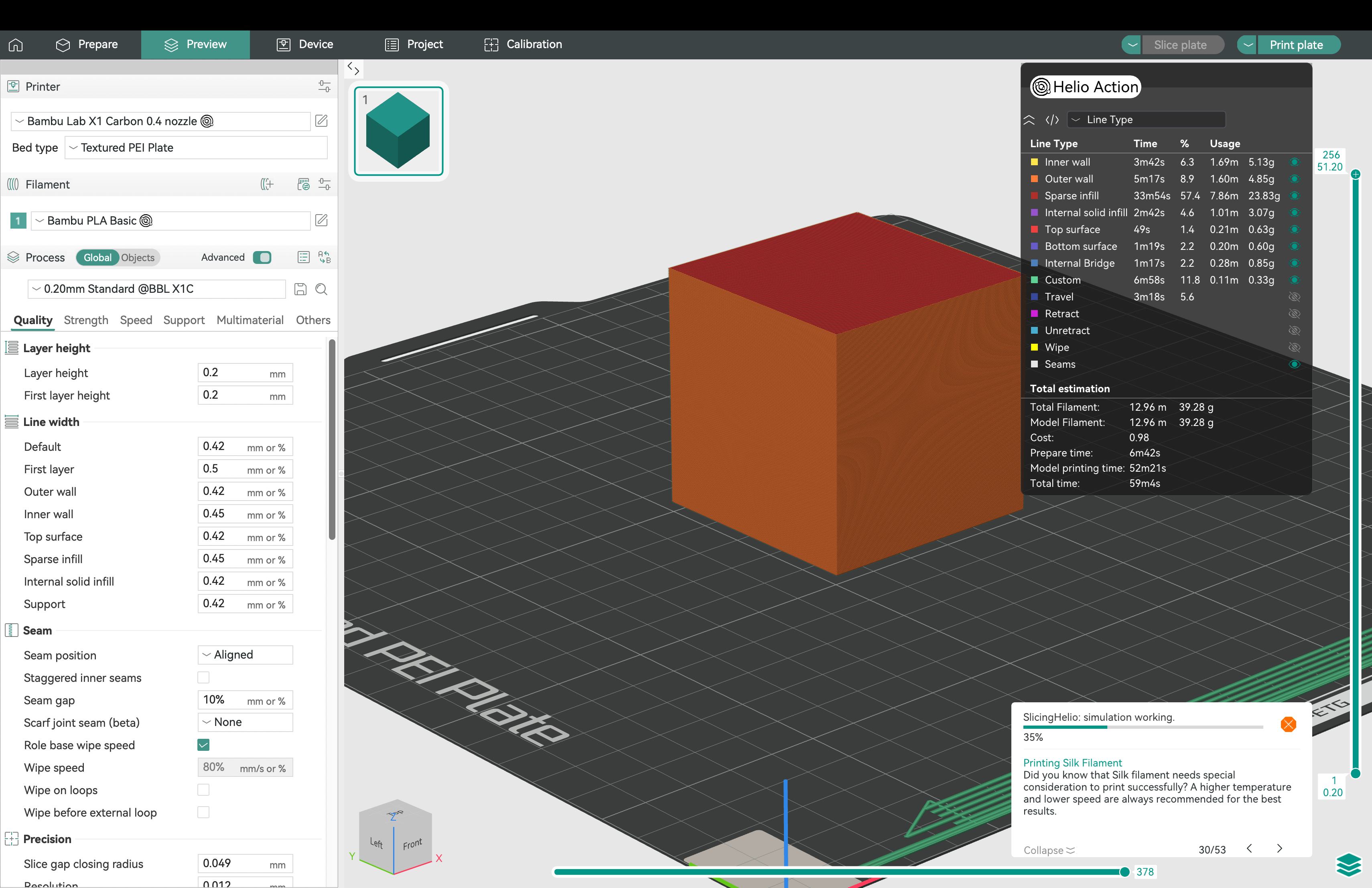
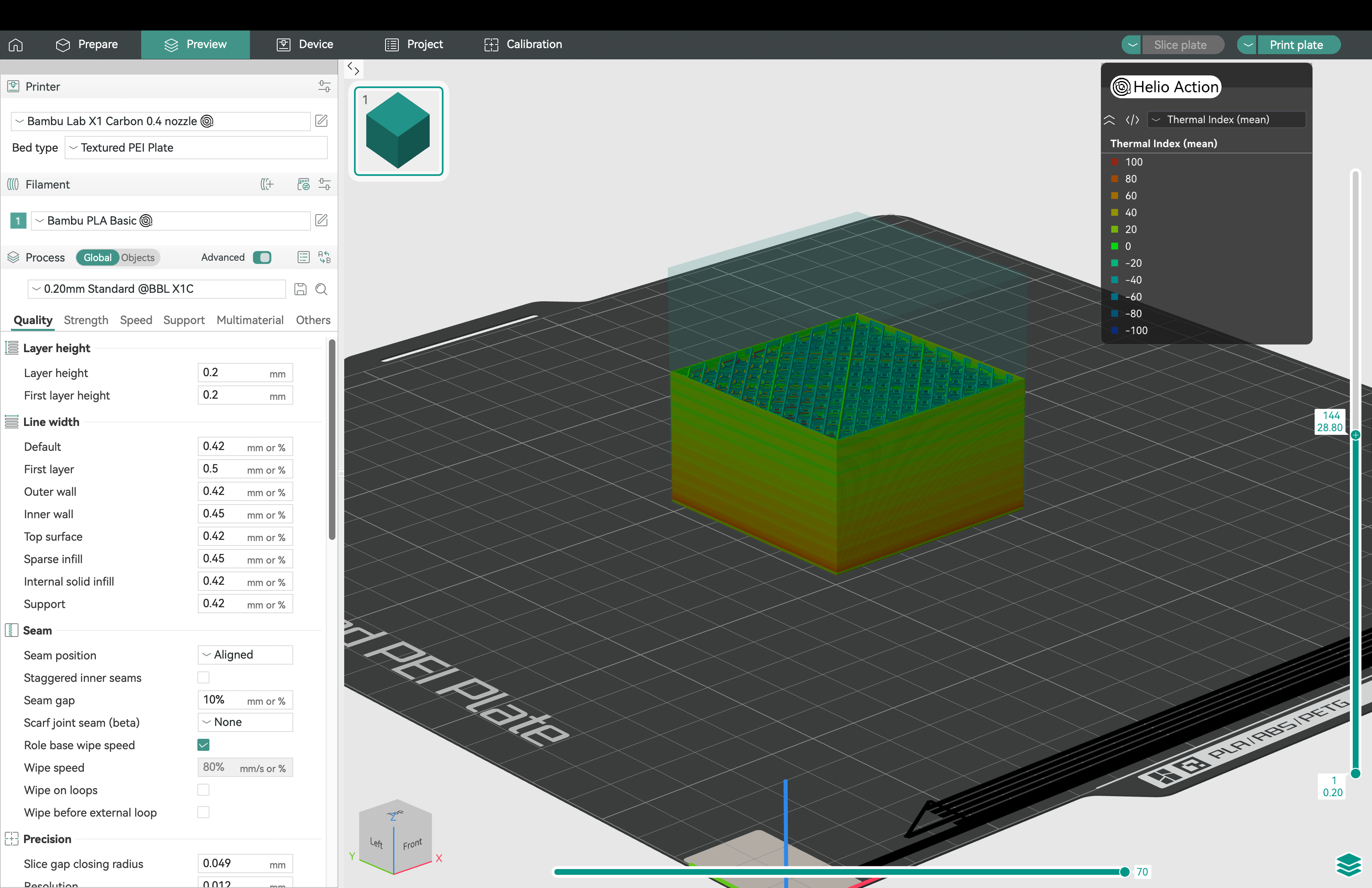
等待仿真完成
Section titled “等待仿真完成”通过屏幕左下角的进度条监控仿真结果:
仿真完成后,OrcaSlicer 加载带热质量指数(TQI)的 G-code,并通过颜色显示,蓝色表示过冷,红色表示过热。
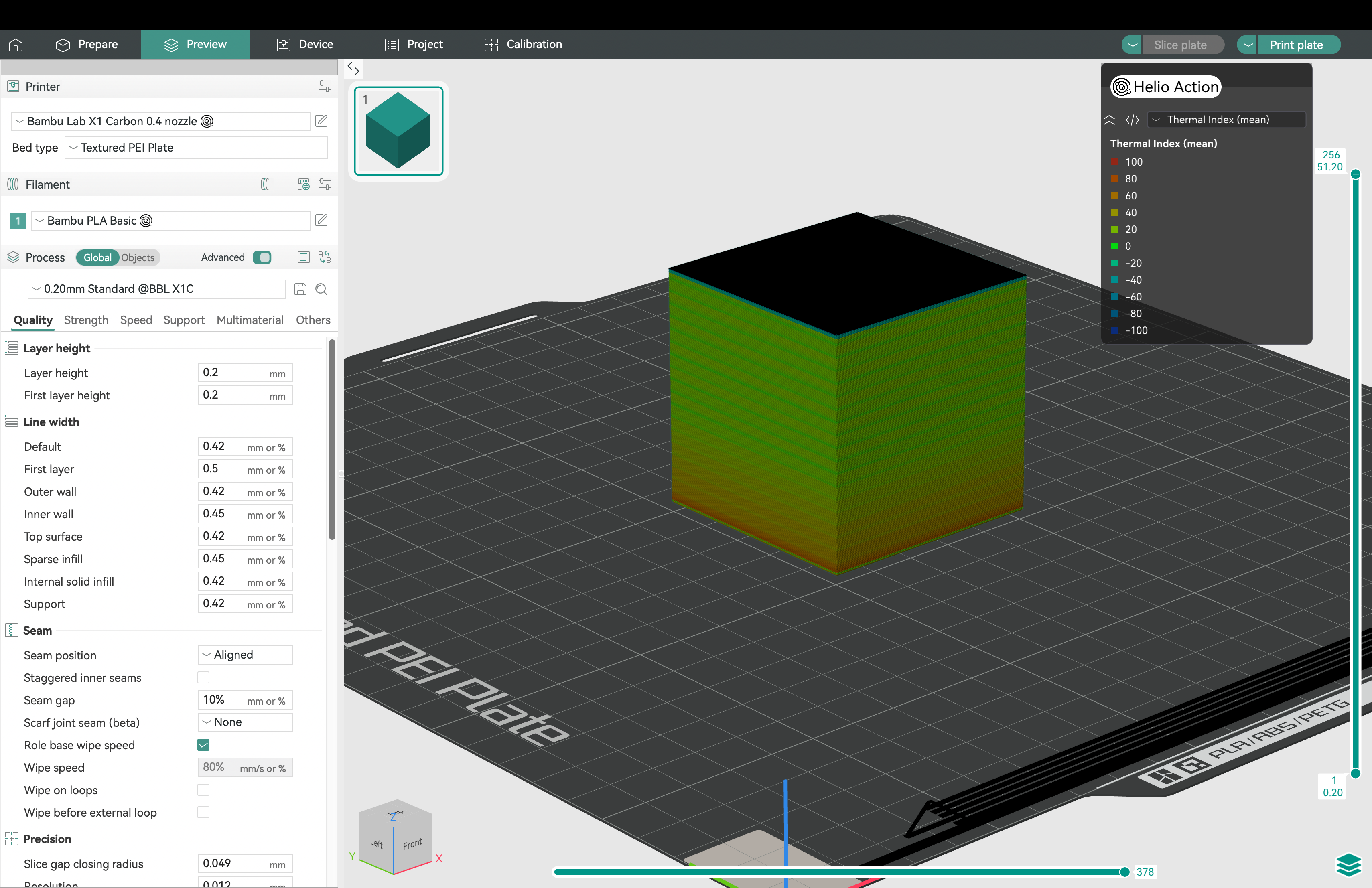
按层查看结果:
优化 (即将推出)
Section titled “优化 (即将推出)”如果您是付费用户,可直接将 G-code 从 Orca Slicer 发送到 Dragon 进行优化。有关优化 G-code 的更多信息,请参阅 G-code 分析 部分。
发送到打印机
Section titled “发送到打印机”仿真文件强烈建议 不要 直接发送带 Helio 注释的 G-code 到打印机。注释会显著增加文件大小。
如果优化满意,建议使用 Slice plate 选项进行最终切片,并发送干净的 G-code 到打印机。
对于优化,您会收到两个 G-code 文件:一个带热质量指数用于预览工具可视化,另一个为干净优化版本,建议发送到打印机。可视化文件有助于理解热行为,但干净 G-code 才是推荐发送的文件。
我可以导出仿真结果进行进一步分析吗?
Section titled “我可以导出仿真结果进行进一步分析吗?”目前免费仿真产品会将热指数数据写入 G-code,以便在预览中可视化。更详细数据请直接联系 Helio Additive。
付费优化会收到两个 G-code 文件:
- 一个包含热质量指数(TQI)用于切片器可视化
- 一个不包含 TQI,可直接发送打印机(推荐,注释文件可能过大)
优化 G-code 有何不同? (即将推出)
Section titled “优化 G-code 有何不同? (即将推出)”Dragon 通过调整层打印速度以保持理想热条件来优化 G-code。
这些速度基于:
- 打印机支持的最小和最大打印速度,或
- 根据流量、层高和线宽计算的速度(针对关键可打印特征,如内外壁和填充)
帮助您在充分利用打印机和材料能力的同时实现可靠质量。
是否有命令行接口?
Section titled “是否有命令行接口?”目前集成主要是 GUI,但 CLI/SDK 版本正在开发中。
如何解读热指数?
Section titled “如何解读热指数?”热指数为 0 表示层间粘附热条件理想(绿色表示)。大于 0 表示过热,可能导致材料变形或塌陷;小于 0 表示过冷,可能出现翘曲或分层。大温差也可能导致翘曲或尺寸问题。原则:尽量限制温度快速变化,使整体温度接近 0。
不同材料解读有所差异。PLA 即使冷却较多也可打印,但对过热敏感,应避免热指数超过 0。高温材料(如 PC)则需不同逻辑。
使用热仿真优化打印的流程图如下:
可以用热仿真自动优化打印速度和风扇速度吗?
Section titled “可以用热仿真自动优化打印速度和风扇速度吗?”敬请期待。
仿真是否按照实际路径进行?
Section titled “仿真是否按照实际路径进行?”是的,仿真以实际 G-code 为输入,包含所有关键工艺信息,不依赖 STL 或 STEP 文件。仿真几乎是打印的实时数字孪生,输出按时间顺序的体素温度。
网格精度如何?
Section titled “网格精度如何?”3D 打印本身已分层、分路径、分段,风扇不同转速、层高宽度、喷嘴温度等都在内。我们在此基础上做更细网格,以确保精度,同时保证快速数值计算。不会低于 G-code 分辨率,否则无法准确捕捉工艺并累积误差。